
Introduction
Getting a custom electrical enclosure specification wrong in industrial environments carries real operational consequences. Incorrect specifications lead to instrument failures, unplanned downtime, expensive retrofits, and in hazardous areas, serious safety incidents. In oil and gas operations alone, equipment failures cost facilities nearly $500,000 per hour, with annual unplanned downtime averaging $42 million per company.
Ordering a custom enclosure involves far more than selecting a box size. It requires aligning environmental ratings, thermal requirements, installation constraints, and compliance standards before manufacturing begins.
Field modifications to fix specification errors compromise certifications, void warranties, and create ingress points that degrade protection ratings. A single poorly sealed entry can reduce an IP66 enclosure to IP54 or lower — rendering it unsuitable for its intended environment.
What follows covers the specifications, manufacturer criteria, and cost factors that separate a reliable enclosure from a recurring maintenance problem.
Key Takeaways
- Specify environmental classification (NEMA/IP rating), temperature extremes, and hazardous area designation before requesting quotes
- Material selection — stainless steel, aluminum, or fiberglass — drives corrosion resistance for offshore, chemical, and extreme-cold installations
- IP 65/66 and T-class ratings for hazardous locations are mandatory for oil & gas, petrochemical, and process industries
- Retrofittable modular enclosures let you replace or install around live instruments — no offline shutdowns, no schedule breaks, and up to 30% lower total install cost
- Heater cable life expectancy, enclosure expandability, and offsite integration requirements all affect long-term cost more than unit price
What Are Custom Electrical Enclosures?
Custom electrical enclosures are purpose-built protective housings manufactured to specific dimensional, environmental, and thermal requirements for housing instruments, transmitters, or control components in industrial settings. They differ from off-the-shelf enclosures by allowing every specification—from material grade to entry configuration—to be tailored to the application.
Process industries use three main types:
- Standard rigid enclosures - Fixed assembly requiring complete installation before instrument mounting
- Expandable/modular enclosures - Assembled in configurable sections to accommodate single, double, or triple instrument setups
- Retrofittable enclosures - Designed to install around existing instruments without taking them offline
Why Process Industries Rely on Custom Enclosures
Standard catalog enclosures rarely address the specific entry configurations, hazardous area ratings, or thermal demands of oil & gas, petrochemical, mining, or marine installations. Field modifications to make them fit compromise their ratings and create compliance risks.
UL explicitly states that field modifications can void the UL Mark unless those modifications are specifically tested and evaluated. Custom enclosures eliminate that compliance risk upfront by providing:
- Precise fit to instrument and tubing bundles without field cutting
- Pre-engineered conduit and process tube entries that preserve IP/NEMA ratings
- Compliance with site-specific area classification requirements
- Integration with heat tracing or heated liner systems for winterization
Documented cases show facilities spending over $50,000 to replace IP66 panels that corroded in coastal environments within 18 months — a direct result of specifying the wrong enclosure for the environment. Getting the specification right from the start is far less expensive than replacing failed equipment in the field.
Key Specifications to Define Before You Order
Clearly defining these specifications before contacting a manufacturer eliminates redesign cycles, protects certification integrity, and accelerates lead time. Each specification connects directly to safety, compliance, or total installation cost.
Environmental Protection Rating (NEMA / IP)
Determine the required NEMA type or IEC IP rating based on your deployment environment: indoor versus outdoor, wash-down exposure, submersion risk, and dust-laden atmospheres. The two rating systems are not interchangeable.
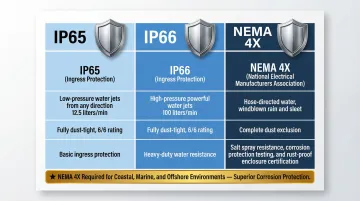
IP 65 provides dust-tight protection and guards against water jets from a 6.3mm nozzle at 12.5 liters/minute. IP 66 offers the same dust protection but withstands powerful water jets from a 12.5mm nozzle at 100 liters/minute—significantly higher pressure suitable for heavy seas or strong plant washdowns.
NEMA 4X includes all NEMA 4 protections (windblown dust, rain, hose-directed water at 65 gallons per minute) plus corrosion resistance verified through a 200-hour salt spray test. An IP66 enclosure does not require corrosion or ice formation testing, so coastal or offshore facilities require NEMA 4X, not IP66.
That rating must hold through all enclosure penetrations, not just the housing. Cable glands, adapters, and sealing interfaces must preserve the ingress protection rating, typically requiring sealing washers or non-setting thread sealant.
Hazardous Area Classification
Facilities classified as Class I Division 1 or 2 (NEC) or Zone 1/2 (IEC) require enclosures and internal heating components rated for the applicable temperature class (T-class). The T-class rating defines the maximum surface temperature equipment can reach to prevent ignition of the surrounding atmosphere.
T6 is the most restrictive rating (85°C maximum surface temperature), commonly required in oil & gas environments for gases with low auto-ignition temperatures like Carbon Disulfide (90°C). T-class compliance applies to every component inside the enclosure—housing, heaters, terminals, and instruments—not just the external shell.
Selecting a heater or component rated below your site's T-class creates an immediate code violation and safety hazard. Always confirm T-class documentation for internal components, not just the enclosure body.
Thermal Management and Winterization Requirements
Process instrumentation in cold climates must stay above the instrument's minimum operating temperature—commonly above 40°F (4°C)—even when ambient conditions reach -60°F (-51°C). The heating system must be specified alongside the enclosure, not added later.
Heater cable selection ranges from 3 watts/ft to 20 watts/ft depending on ambient low temperature and required interior setpoint. Two approaches dominate:
- Self-regulating heat trace automatically adjusts output as temperature changes, prevents overheating with cable overlap, and carries design lives of 30+ years with 10-year warranties
- Fixed-wattage systems cost less upfront but may require replacement every 5-7 years — and in remote industrial locations, a single replacement call often exceeds the original heater cost

Longevity is a critical total cost of ownership (TCO) factor. Specify heater type before finalizing the enclosure order.
Enclosure Material Selection
Material choice must account for the chemical environment (H₂S, chlorides, caustics), UV exposure, and mechanical impact risk.
| Material | Best For | Trade-offs |
|---|---|---|
| 316L Stainless Steel | Offshore, LNG terminals, chloride-rich environments | Higher weight and cost; longest service life |
| Aluminum (cast or coated) | Elevated installations, moderate industrial environments | Lighter weight; requires coating maintenance in aggressive conditions |
| Fiberglass (GRP) | Acidic or highly humid environments | Corrosion-proof; lower impact resistance than metal |
Match material to your site's dominant threat — corrosion, weight constraints, or chemical exposure — before requesting a quote.
Wiring and Process Entry Configuration
One of the most common field problems with poorly specified enclosures is inadequate or incorrectly positioned conduit entries for power wiring, control wiring, and process tube bundles. This forces field drilling that compromises the IP/NEMA rating.
Pre-define these entry requirements when ordering:
- Number and diameter of power wiring entries
- Number and diameter of control wiring entries
- Number and diameter of process tube entries
- Pre-engineered vs. field-modified entry configuration
Ask manufacturers whether their enclosures include factory-installed, certified cable entry systems that maintain ratings up to IP66/NEMA 4X without field workmanship variability.
Critical Factors When Choosing a Custom Enclosure Manufacturer
The manufacturer you choose determines not just enclosure quality but how smoothly it integrates into your project schedule, compliance requirements, and total installation cost. These five factors separate capable manufacturers from the right partner.
Certifications and Standards Compliance
A manufacturer's certifications—IP 65/66 tested and certified, UL listings, NEMA type ratings verified by third-party testing—indicate their product meets defined performance thresholds under controlled testing, not just design intent.
Request documentation, not just claims. For process industries, confirm:
- Whether products are suitable for hazardous area classifications
- What supporting documentation (T-class ratings, area suitability statements) is provided with orders
- Whether certifications come from accredited third-party labs (TÜV, SGS, Intertek, UL, CSA)
OSHA requires that electrical equipment in the workplace be "approved," which generally means certified by a Nationally Recognized Testing Laboratory (NRTL). Self-certified claims don't meet this requirement.
Customization Depth and Engineering Support
A manufacturer offering true customization should accommodate non-standard dimensions, custom entry configurations, specific material grades, and integration with site heating systems—without pushing the engineering burden onto you.
Ask whether engineering consultation is available during the specification phase and whether standard designs can be adapted without full custom tooling costs. If the manufacturer expects you to resolve all integration challenges independently, that's a clear warning sign.
Modular and Retrofit Installation Capability
The ability to install an enclosure in stages—or around an existing instrument without taking it offline—is a critical operational factor for brownfield sites and turnarounds. On active facilities, instrument downtime means production delays and mobilization costs that compound quickly.
Traditional rigid enclosures require the instrument to be removed before installation or replacement, creating schedule breaks and offsite integration steps. Modular designs that allow the enclosure to be assembled around the instrument in the field cut that disruption entirely.
This capability becomes especially valuable when replacing aging enclosures on operational facilities where production continuity is essential.
Lead Time and Supply Chain Reliability
Custom enclosure lead times vary widely based on manufacturing complexity, material availability, and whether the manufacturer stocks configurable base components or builds entirely from scratch.
Ask manufacturers about:
- Standard lead times for their product lines
- Whether expedited options exist
- Whether supply chain disruptions (raw material lead times) have historically affected delivery
- Whether they manufacture configurable base components or custom-fabricate each order
Getting these answers before project scheduling prevents costly delays. Manufacturers using modular base components generally deliver faster because configurable elements reduce fabrication lead time at the order level.
Total Cost of Ownership, Not Just Unit Price
Unit price is only one component of true cost. These factors determine whether a lower-priced enclosure costs more over time:
- Installation labor and field integration complexity
- Heater replacement frequency and associated downtime
- Maintenance access and ease of component servicing
- Enclosure lifespan under actual site conditions
Operating costs (energy) and maintenance can comprise 70% and 15% of total cost of ownership over 20 years, respectively. A comparison of outdoor enclosure thermal management systems showed TCO differences exceeding $5,000 per enclosure over three years due to power consumption and maintenance service calls.
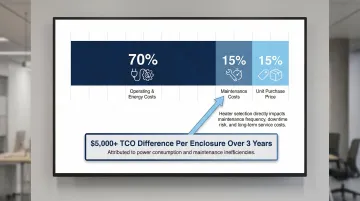
High-quality self-regulating heaters with 30+ year design life measurably reduce TCO compared to lower-cost heaters requiring replacement every 5-7 years. In remote industrial locations, the labor cost of a single replacement often exceeds the initial heater cost.
How Terrapin Industrial Can Help
Terrapin Industrial was founded by process industry professionals whose field experience directly shaped its product line. Traditional rigid enclosure installations created real operational pain: upwards of 20 field man-hours per transmitter, 2-3 week offsite integration delays, and instruments that couldn't be accessed without a full system shutdown.
The ThermaGuard modular system was built to solve all three.
ThermaGuard Modular Design
Terrapin's patented ThermaGuard system allows enclosures to be installed piecemeal around existing instruments and tubing bundles without taking instruments offline. The self-aligning manifold features pre-engineered entries for power wiring, control wiring, and process tubes that preserve the enclosure's IP rating without field drilling.
The quick-connect design enables enclosure replacement without disrupting instrument operation. Individual parts can be replaced independently, and the system can be installed all at once or in stages—a practical advantage for brownfield sites and scheduled turnarounds.
Key Performance Differentiators
| Spec Area | Details |
|---|---|
| IP Rating | IP 66 (Retrofittable), IP 65 (Expandable) |
| Hazardous Area | T6 suitability for heated liner |
| Thermal Range | Maintains >75°F (23.9°C) in -60°F (-51.1°C) ambient |
| Heater Life | 30-year cable life vs. 5 years for finned/block heaters |
| Heat Output | 108–720 watts depending on cable selection |
| Install Time | Heater installed in under 2 minutes (60% faster) |
| Total Cost | 30% reduction in installation cost |
| Schedule | Eliminates offsite integration and 2-3 week delays |

The integrated pipe stand bracket allows enclosures to be removed and reinstalled without specialized tools or extended downtime, simplifying maintenance access.
Industries Served
Terrapin serves buyers across oil & gas, petrochemical, power generation, mining, chemical manufacturing, and marine/offshore sectors in the US and Canada. If your operation can't afford instrument downtime, contact Terrapin to discuss the right enclosure configuration for your site.
Conclusion
Ordering the right custom electrical enclosure requires a disciplined specification process upfront. Before approaching a manufacturer, you need clear answers on:
- Environmental protection rating (IP or NEMA)
- Hazardous area classification and required certifications
- Thermal management requirements for your ambient conditions
- Material selection based on corrosion and structural demands
- Entry configuration for conduit, tubing, and wiring
The right enclosure performs reliably in your specific environment, integrates cleanly with your installation schedule, and minimizes total cost of ownership over its service life. Lowest purchase price rarely reflects lowest lifetime cost.
Field modifications to correct specification errors void certifications, compromise ratings, and create long-term reliability problems. Getting the specification right the first time eliminates redesign cycles and protects both safety and system reliability.
As site conditions or instrument requirements change, revisit your enclosure specifications. Modular designs — like retrofittable enclosures that install around existing instruments without taking them offline — make this review far less disruptive than replacing rigid, integrated assemblies.
Frequently Asked Questions
What certifications should a custom electrical enclosure have for hazardous industrial environments?
Hazardous location enclosures require IP 65/66 minimum ratings, T-class ratings matched to the site's area classification (e.g., T6 for Class I Div 1/2), and third-party test documentation from accredited labs. Request certificates of compliance and actual test reports — not just manufacturer declarations.
What is the difference between IP 65 and IP 66 protection ratings?
Both ratings are dust-tight, but IP 66 provides protection against powerful water jets (100 liters/minute at 100 kPa from a 12.5mm nozzle) while IP 65 covers lower-pressure water projection (12.5 liters/minute at 30 kPa from a 6.3mm nozzle). IP 66 suits environments with heavy seas, plant washdowns, or high-pressure cleaning procedures.
Can a custom electrical enclosure be installed without taking instruments offline?
Traditional rigid enclosures typically require the instrument to be decommissioned before installation or replacement. Modular retrofittable designs allow the enclosure to be assembled around the instrument in the field without interrupting operation, eliminating downtime and maintaining production continuity during installation or maintenance.
What materials are best for instrument enclosures in corrosive or offshore environments?
316L stainless steel is the go-to for chloride and H₂S-rich offshore environments due to its molybdenum content. Fiberglass (GRP) handles highly aggressive chemical applications where impact risk is low; aluminum works for general industrial environments where weight matters. Prioritize chemical exposure data over general corrosion resistance ratings when making your selection.
How do heated enclosures maintain instrument temperatures in extreme cold environments?
Heated enclosures use self-regulating or fixed-wattage heater cables — or heated liner systems — to keep interior temperatures above the minimum instrument operating threshold (typically 40°F/4°C). Self-regulating cables adjust output automatically based on ambient conditions. Wattage selection (3–20 watts/ft) depends on your site's low temperature and required interior setpoint; high-performance systems can sustain >75°F in -60°F ambient conditions.
How long does it typically take to receive a custom electrical enclosure order?
Lead times depend on design complexity, material sourcing, and whether the manufacturer builds from stocked modular components or full custom fabrication — the former is consistently faster. Get lead time commitments in writing before finalizing your project schedule, and ask specifically about historical supply chain reliability.


